厚肉鋼管メーカー在庫

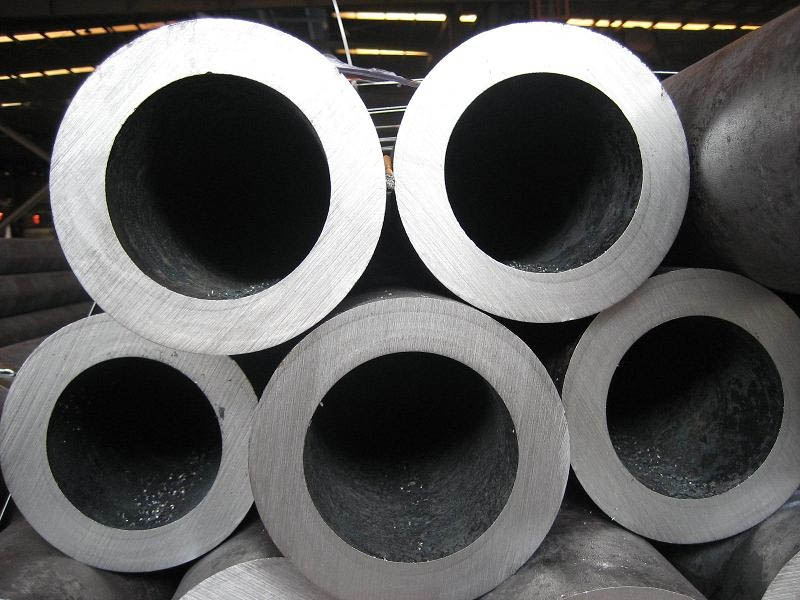
厚肉鋼管と薄肉鋼管の最大の違いは、鋼管壁の厚さにあります。一般的に、薄肉鋼管は冷間引抜技術であり、厚肉鋼管は一般に熱間圧延技術です。測定単位で区別すると、一般に、厚肉鋼管と薄肉鋼管の分水界は、厚さ/管径0.05以下であると考えられます。壁厚/管径0.05未満の薄肉鋼管。直径0.05を超える厚肉鋼管。用途としては、主に薄肉鋼管が使用されています。厚肉鋼管は主に中空部のブランクに使用されます。圧力ベアリングと重要なパイプラインで使用されます。
中国で一般的に使用されている材料は、10#、20#、45#、42CrMo、36crmo、40Cr、20Cr、15CrMo、12Cr1MoV、Q235A、Q235B、0Cr13、1Cr17、00cr19ni11、1Cr18Ni9、0cr18ni11nb、Q345A、Q345B、Q345C、L245、 L290、X42、X46、X70、X80。
厚肉鋼管を溶接する場合は、まず溶接接合部の油、塗料、水、錆などを洗浄し、次に肉厚に応じた溝を作ります。厚いものは大きく開き、薄いものは小さく開き(アングルグラインダー)、製品間のギャップは通常、溶接棒または溶接ワイヤーの直径の1〜1.5倍になります。誤って溝を大きく開いた場合は、小さく予約することができます。スポット溶接は、少なくとも3点で実施する必要があります。一般的に、4つのポイントで作業する方が簡単です。溶接するときは、半分溶接する必要があります。ジョイントを反対側から作成できるように、開始点は下部の点から約1cm上にある必要があります。鋼管の壁が厚い場合は、少なくとも2層に重ねる必要があります。2番目の層は、最初の層が完全な円で溶接された後にのみ溶接できます。
丸管ブランク→加熱→ピアシング→3ロールクロスローリング、連続圧延または押出→パイプストリッピング→サイジング(またはリダクション)→冷却→矯正→静水圧試験(または欠陥検出)→マーキング
鋼管の肉厚が12.5mm以下の場合、溶接補強材は3.0mm以下です。鋼管の肉厚が12.5mmを超える場合、溶接補強材は3.5mmを超えてはならない。
公称外径が168.3mm以下の鋼管は、真っ直ぐであるか、供給者と購入者が合意した曲げ指数に従うものとします。
公称外径が168.3mmを超える鋼管の場合、曲率は鋼管の全長の0.2%を超えてはなりません。
パイプ端の肉厚が4mmを超える鋼管の場合、パイプ端は30°+ 5°0°の溝、1.6mm±0.8mmのルートで処理でき、パイプ端の勾配はまたは5mmに等しい。





